Pharma wasn't the only area of interest at PACK EXPO. Click the links that follow to read more about innovations in: Cartoning | Case and Tray Packing | Coding and Marking | Conveyors and Material Handling | Inspection and Detection | Labeling | Form/Fill/Seal | Food Processing & Packaging | Sustainable Packaging | Robotics | Controls
 Maruho Hatsujyo Innovations
Maruho Hatsujyo Innovations
Your email helps us uphold our standards of quality content. Unlock full access to our articles with a quick submission.
Pharma wasn't the only area of interest at PACK EXPO. Click the links that follow to read more about innovations in: Cartoning | Case and Tray Packing | Coding and Marking | Conveyors and Material Handling | Inspection and Detection | Labeling | Form/Fill/Seal | Food Processing & Packaging | Sustainable Packaging | Robotics | Controls
Maruho Hatsujyo Innovations
The Eagle-LP addresses two longstanding challenges in early-stage blister packaging: affordability and floorspace. Many pharma manufacturers have faced challenges finding blister units for stability testing, clinical trials, and small batch runs that aren’t prohibitively expensive and unnecessarily lengthy or bulky.
“It's a very small form factor for R&D spaces, small businesses—it’s flexible to install and budget friendly,” says Kazuko Aldrich, general manager, MHI. The Eagle-LP measures just 1.8 meters in both length and height, and just .9 meters in width.
For those in the process of development, smaller equipment without the bells and whistles of full-production systems can speed progress. The base machine accommodates manual infeed, but optional add-ons include cameras, printers, and automated in-feed.
Aldrich explains that the system accommodates a variety of products for blister packaging—liquid, powder, or solid. Importantly, the Eagle-LP is also designed to accommodate a newer generation of more sustainable blister film substrates – ones that are typically more difficult to form and seal. The unit can easily accommodate PVC, PVDC, PET, ACLAR, ALU, and PP. At the show, the booth featured AmSkyTM, a breakthrough thermoform blister material from Amcor that is free of vinyl and aluminum. Based on PE, it is designed for recycling in rigid and recycling streams.
The Eagle-LP can run up to 20 cycles/min, with a blister format area of 110 X 60 mm and a maximum blister depth of 20 mm. It can handle forming materials up to 320 mm in diameter, and lidding materials up to 220 mm in diameter. The unit is capable of both thermoforming and cold foil forming.
 Pharmaworks and Serpa
Pharmaworks and Serpa
Suitable for a wide variety of blister format sizes and materials, the BTS can transport blisters of tablets, capsules, softgels, vials, syringes, liquids, and medical devices as well as consumer goods like cosmetics and batteries. Handling a wide range of blister format sizes and collating up to ten blisters per bucket, the fully servo-driven BTS achieves high speeds up to 500 blisters/min. According to Serpa’s Aaron Metzler, the updated system is now stronger, lighter, and more adaptable to changing market scenarios.
As blister packs exit the Pharmaworks blister machine, the overhead vacuum transfer moves single blisters into a magazine for buffering to accommodate fluctuations in speed between the blister machine and cartoner. From there, the BTS will count out the proper number of blisters per cycle, depending on programming, to the cartoner infeed bucket.
Magazines have been redesigned to facilitate toolless changeovers, and aid operators when they encounter jams or when priming becomes necessary.
“We keep the gearbox and the counting wheels built into the change part—that way there's no timing that has to be done. We have a quick-release removal on a flexible shaft, so it's very easy and simple for the operators and mechanics to changeover,” Metzler says. “We’ve also given the ability to auto-phase the oscillating magazine to go from high speeds and low blister counts then go to slow speeds and high blister counts, and vice versa. Say you're running a one-count… you can go all the way up to a 10-count blister and it's just a quick recipe selection on the HMI.”
“The controls are integrated in with the cartoner, so there's no risk of communication lags or timing issues—they're tied together with servo drives off of a single control platform so it’s really efficient,” notes Metzler. Vice president and general manager of Pharmaworks Ben Brower adds, “With electronics, servos, and more controlled directly by the cartoner, this transport system hugely simplifies line installation, operation, and maintenance for the customer.”
The system is designed to be compatible with virtually every Pharmaworks blister machine and every Serpa cartoner, and it’s available with intermittent-motion operation (BTSi) or with an oscillating wheel for continuous-motion operation (BTSc), depending on the application.
The system holds potential for pharmaceutical, biotech, nutraceutical, animal health, medical device, and consumer applications that package in blisters.
 Starview Packaging Machinery
Starview Packaging Machinery
An Omron PLC makes this an intelligent machine that allows changes or upgrades from Starview-provided flash memory.
Another thing about the machine that got the attention of more than one booth visitor is that it has its own internal load cell. “When medical device makers validate their machines, they try to see what kind of pressure the machine says it's exerting compared to what is actually produced,” says van Gilse. “So they'll stick a load cell in the press and turn it on, and they'll measure to get a digital readout. But with this integrated load cell, it's easier for them to do validation because the load cell ensures the pressure is accurate and stable with each cycle.
So that load cell is measuring every single cycle versus a random check. This provides 1% pressure accuracy.”
Safety features include an auto shuttle feature with two-hand touch. The operator loads the medical device tray, loads the device into the tray, puts the Tyvek lid stock in place, and puts both hands on the start buttons to actuate a sealing cycle.
Tablet and capsule fillers
 Pharmapack
Pharmapack
"This is for people that don’t have a lot of space, and they have some restrictions,” says Allan Anthony Varela, operations manager at Pharmapack North America.
A conveyor pushes tablet bottles first to a desiccant inserter, before moving to a tablet counter that Varela says is “servo-driven and highly accurate.” Once filled, the bottles move to a one-chuck capping machine to be sealed. The sealed bottles are released into an outgoing conveyor to be sent to the next steps in the packaging line.
Watch a video of Pharmapack’s monoblock tablet bottle filling machine in action.
 CVC Technologies
CVC Technologies
“It reaches speeds up to 200 per minute. It’s the fastest counter we've ever offered,” says
Erik Bronander, director of packaging sales. “We’ve had individual machines like this, now it's basically four machines in a much smaller footprint. Even at higher speeds, everybody's looking for small footprint these days.” It boasts a 3.6-sq meter footprint, including conveyor.
The system features four counting modules, with each counting module equipped with six V-shaped counting channels, and a two-stage servo-driven flap system. The 625x4 accommodates products in length (oblong) 3-30 mm, and diameter (round) 3-20 mm.
Additionally, CVC Technologies recently acquired encapsulation specialist Changsung Softgel and showcased its Changsung 990SR softgel capsule filling machine. 990SR is expected to increase filling throughput by over 36% compared with the previous model 880SR. The unit can run a variety of shapes and capsule sizes.
The system includes an expanded die roll size for higher output, adjustable on-the-fly injection timing, automatic alignment of the die roll to home position, and implementation of thermo-chilling technology for more efficient cooling.
Tablet coating, too
 Romaco Techpharm
Romaco Techpharm
An all-in-one system that expands on the Optima product family, the coater can be used for a range of applications, from development activities and scale-up to the production of very small batches. The compact coater is designed to handle batches weighing from 1 to 25 kg, making it suitable for a batch size range from 5% to 100%.
The coating pan’s flexibility is made possible by fully automated processes requiring no manual adjustments. Without this level of automation, operators need a comprehensive understanding to make machine adjustments. This can involve either altering the coating pan for varying sizes or manually adjusting the spray arm for coating purposes. These manual interventions can open the door for human error and varied efficiency based on the operator's experience.
However, the TPR 25’s sonar system uses a sensor to gauge the fill volume, as Sabri Demirel, Romaco’s managing director, explained. Based on this reading, the patented spray arm's position adjusts automatically, ensuring precision and the correct spraying distance with each adjustment in-process.
During a hands-on demo, Demirel showcased that the arm features three rotation points: “With these three rotation points, like on a robot, we can straighten the arm fully out to reach even to the pan if we wanted to.” The nozzles, attached to a separate servo motor, can also adjust their positioning based on fill volume changes. As the pan angle changes with varying fill volumes, the nozzles recalibrate to ensure consistent application.
Another notable feature is the detection system present within the spray nozzles. Demirel says that should a nozzle become blocked, the machine initiates an automatic cleaning procedure, and if this does not resolve the blockage, the machine stops operation and alerts the operator with an alarm, ensuring continuous monitoring and intervention when necessary.
The process air flowing through the tablet bed follows a precisely controlled path, which can be automatically adapted to the level in the drum with the aid of an exhaust flap, resulting in accurate application of the coating suspension and ultra-efficient drying of the tablet bed.
The machine also includes integrated wash-in-place and an air handling unit. A validatable wash-in-place system measures the outflow after the cleaning process to confirm the purity of the water, reflecting its comprehensive design focused on delivering efficiency at every step.
The system is a fit for a range of applications, for pharmaceutical and nutraceutical companies to contract manufacturers who may need the ability to adjust fill volumes at the touch of a button to streamline their processes.
The pilot version of the machine on show has a capacity of 25 kg, and the system is available at larger capacities ranging from 100 kg to 600 kg with the same intelligent features.
Micro-optics on display
 MM Packaging
MM Packaging
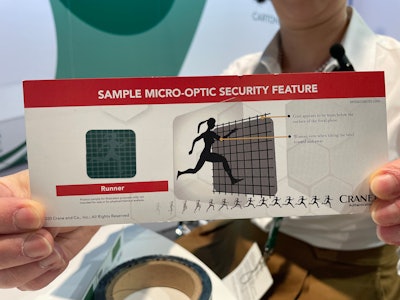
Crane’s micro-optic technology has been supplying security features to the banknote industry for more than 200 years and is utilized in the US $100 bill. The key feature that sets the technology apart is its depth of field that resembles a hologram, only it provides an added layer of security through its origination process. The micro-optic technology combines patented intellectual property with trade secrets, ensuring the utmost protection against counterfeiting attempts.
MM Packaging provides instructions designed with ease of comprehension in mind to empower patients and consumers to differentiate between genuine and counterfeit products. Crane’s micro-optic features can be easily identified in low lighting, according to the company. Mobile phone authentication is available to provide instruction, and QR codes can confirm code authenticity as well. This educational approach can be integrated into supply chains, further enhancing patient safety.
“Part of anti-counterfeiting is helping those who are going to be using the product be able to identify a genuine versus a fake. We can also pair it with overt security features that would require extra hardware or extra tools to detect,” says Tiffany Overstreet, innovation director for MM Packaging’s pharma and healthcare business unit.
In addition to this educational tool, MM Packaging has made arrangements with Crane Automation to ensure that customers can source the technology through its competitors, in spite of having an exclusive license in order to ensure supply chain security.
The micro-optic labels can be formatted to fit different packaging applications, such as small formats on vials and auto-injectors, as well as larger formats on cartons. The technology can be easily over-printed to include text, 2D matrix codes, and more alongside security features.
Crane’s technology also allows for flexibility in label application beyond anti-counterfeit. Tamper-evident labels use a special adhesive designed to rip the carton, providing clear and visible signs of tampering.
The security label specifically combats anti-harvesting. Attempting to remove this label by any means, including steaming, results in its destruction, preventing counterfeiters from reusing it on another product.
MM Packaging also works with its customers to develop further applications based on customer need. While their primary focus is anti-counterfeiting, Crane's micro-optics technology offers the flexibility of customization in tamper evidence labels to match a brand’s colors, logo, or an image or wording representative of the product. This ability may have the potential to engage consumers through the “wow factor.”
“The labels could play a very important part in terms of patient engagement by bringing patients in to find out more information about their pharmaceutical products,” says Overstreet.
Finally, Zacros America took advantage of PACK EXPO Las Vegas to launch its MediTect series, designed to provide an alternative to glass bottles and vials for sensitive injectable drugs.
 Zacros America
Zacros America
Containing proprietary cyclic olefin polymer technology, MediTect products combine an unparalleled level of chemical compatibility and sorption resistance with an ultra-low extractables profile. These properties provide product integrity and help maximize the shelf life for the most demanding applications.
Zacros offers options suitable for several sterilization methods as well as customization to customer’s requirements.





















